森美源
电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com2021-10-21 14:52:43 0
1、工位设计及排样图设计
工位设计主要考虑毛坯的排样方式、冲裁和弯曲的工艺性、载体设计、定位方式及端子冲压模具强度Coal。工位设计总的原则是先冲裁、再折弯,综合考虑端子冲压模具强度、刚度及结构合理性,在适当位置增设空工位以保证端子冲压模具强度或在试模不成功时可增加工位。载体是为了将运载条料上的工序件在端子冲压模具上稳定送至后续工位而设计的,因此,其必须要有足够的强度,以便平稳地将工序件送进而不致使工序件变形。采用非字形载体送料,最后再将非字形载体中间冲裁分为两条条料,其稳定性较好。采用侧刃加导正销形式定位,精度较高。
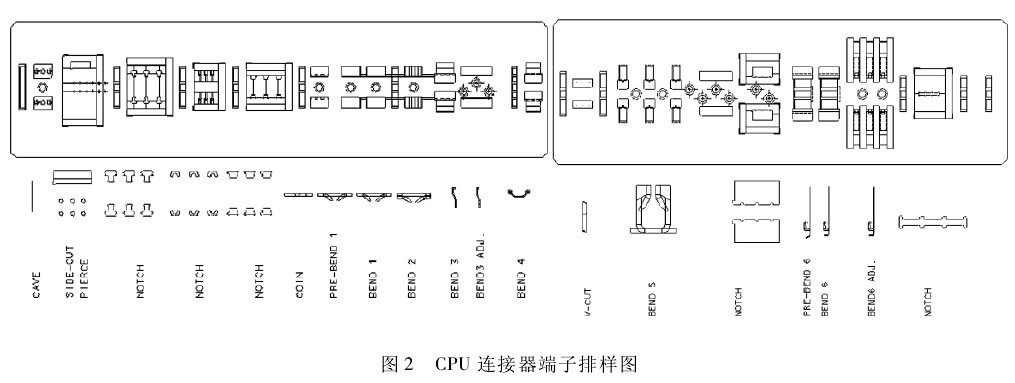
根据后续电镀及装配的需要,端子冲压产品设计时己经规定了送料步距、载体形式以及导正定位针的大小、位置等。工位设计时考虑此端子部分关键区域(如“R”形头部)不允许有冲裁毛刺,设置有倒角去毛刺工站(COIN )。根据前述分析,CPU连接器端子冲压排样图如图2所示。
2、薄材高速送料步距精度控制
由实践经验总结出,多工位级进模的步距对称偏差值s可由下式确定,
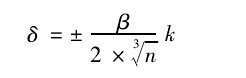
式中:s为多工位级进模步距对称偏差值;β为零件展开后沿条料送进方向最大轮廓基本尺寸精度提高3级后的实际公差值;k为模具设计的工位数;k为修正系数。
经计算得出此套多工位级进模的步距偏差值s=+0.01mm。在实际的高速端子冲压过程中需采取相应措施控制送料步距的精度,在此套薄材高速精密多工位级进端子冲压模具中,除设计有侧刃定距外,考虑材料较薄,送料过程中难免会有偏差,在冲定位孔后立即用定位针定位,控制送料步距的准确性,且此处导正定位针采用高耐磨的CD650材料;另外,在折弯成形处为保证端子冲压模具送料步距的精确性,还在折弯成形的同时设计卡料定位端子冲压零件,通过以上多种措施来满足薄材高速精密多工位级进端子冲压的需求。
以上内容就和大家分享到这里,内容仅供大家参考!如果想要了解更多关于端子冲压加工的相关知识,请关注森美精密端子冲压厂家网站(http://www.cn-senmei.com/),我们会定期更新内容;如果想要咨询精密端子冲压加工价格,欢迎来电咨询或者是网站留言,我们会及时与你联系!咨询热线:138-0258-0682






