森美源
电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com2021-10-21 14:46:58 0
CPU连接器端子,材料为磷青铜(C7025 TM03),厚度为0.1mm,产量需求为每天6000万件。零件主要技术要求匀”形宽度为0.7mm(见图1a),正位度;"R”形角度为28;"Pad”形角度为90,冲裁最小间距为0.1mm(见图1b)。
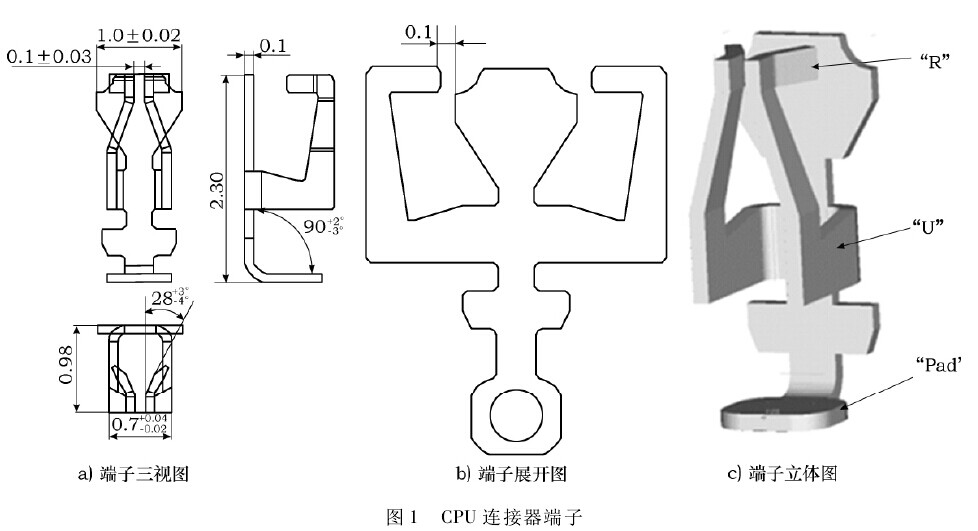
从CPU连接器端子冲压零件结构分析,该端子冲压零件为立式双弹臂结构,挠曲性高,接触应力低;弹性浮动式“Pad”形设计可吸收连接器与主机板间的热膨胀差异。该端子冲压零件成形主要有冲裁、弯曲和成形等多种工序。对于此类具有材料薄、尺寸较小、形状复杂、折弯部位多和需求量大等特点的零件,通常采用多工位级进端子冲压模具进行高速冲压生产。
多工位级进端子冲压模具不仅结构复杂,精度要求极高,而且还要求具有高寿命,能承受高速度,这就使得在端子冲压设计和制造上存在许多难点。考虑到连接器端子本身及其高速冲压成形特性,在多工位级进模具设计时需要解决以下问题:
1)考虑到连接器端子冲压在IT行业中的重要性,边缘不允许有毛刺,因此,需选用精密小间隙进行冲裁,特别重要的部位需追加工站解决毛刺问题;
2)材料的厚度较薄仅为0.1mm,无论是对冲裁、弯曲成形还是送料等都增加了难度;
3)该端子冲压零件的折弯多达9处,且均有公差要求,必须在折弯成形中着重解决回弹问题;
4)产品需求量大,每个CPU连接器需要安装该端子冲压零件达478Pin,所以应考虑其经济性,需一次冲压成形多个产品且需高速冲压,设计冲速不低于1000冲次/分钟(SPM1000),另外,应保证高速冲压送料顺畅,不能出现废料回跳现象。端子冲压模具的总体结构和精度要符合高速精密多工位级进端子冲压生产要求。以上问题都需要通过端子冲压设计、加工或者生产过程中的相应措施得到解决。
以上内容就和大家分享到这里,内容仅供大家参考!如果想要了解更多关于端子冲压加工的相关知识,请关注森美精密端子冲压厂家网站(http://www.cn-senmei.com/),我们会定期更新内容;如果想要咨询精密端子冲压加工价格,欢迎来电咨询或者是网站留言,我们会及时与你联系!咨询热线:138-0258-0682






