森美源
电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com2025-11-27 15:54:00 0
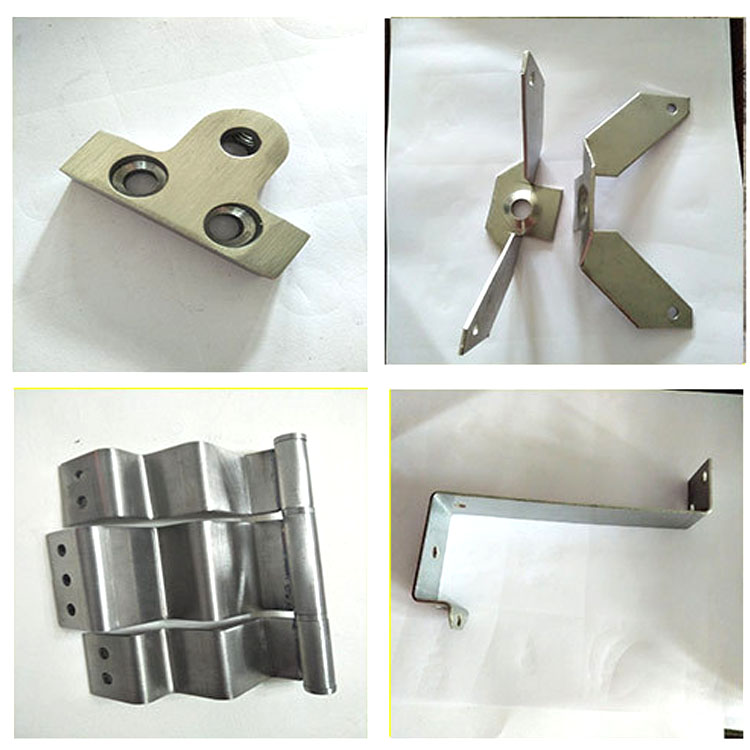
企业生产五金冲压件时,常面临尺寸偏差、毛边、变形、开裂等质量波动问题,不仅导致返工浪费,还影响下游装配进度。其实,五金冲压件质量不稳定并非偶然,多源于材料管控、模具状态、工艺参数、检测流程等环节的疏漏。只要聚焦关键环节精准优化,就能让五金冲压件质量稳定可控。下面从 4 个核心维度,分享实操解决方案。
第一,严控材料质量,从源头避免五金冲压件品质隐患。材料厚度不均、硬度波动、表面油污氧化,是导致五金冲压件成型后质量偏差的首要原因。优化方案需贯穿材料全周期:入厂时,用千分尺检测材料厚度(偏差需≤±0.01mm),用硬度计验证材料硬度(如 Q235 钢需符合 HB150-170 标准),不合格材料直接拒收;存储时,做好防潮防锈处理,碳钢类五金冲压件需涂抹防锈油,避免氧化生锈;冲压前,通过脱脂、酸洗工艺清除材料表面油污与氧化层,确保材料与模具贴合紧密,减少因杂质导致的成型缺陷。某五金厂通过材料全流程管控,五金冲压件初始合格率从 82% 提升至 95%。
第二,维护模具精度,保障五金冲压件成型稳定性。模具磨损、安装偏差、刃口钝化,是五金冲压件尺寸超差、产生毛边的主要诱因。需建立模具全生命周期管理机制:日常生产中,每加工 5000 件五金冲压件,用显微镜检查模具刃口状态,磨损超 0.02mm 及时研磨,刃口崩裂立即更换;模具安装时,用百分表校准模具与冲床的同轴度,偏差控制在 ±0.005mm 内,防止冲压时模具偏移;定期对模具进行氮化处理,提升刃口硬度与耐磨性,延长模具寿命。某企业通过精细化模具维护,五金冲压件尺寸偏差率从 12% 降至 1.8%,毛边问题基本杜绝。
第三,固化工艺参数,减少五金冲压件生产波动。冲压压力、速度、压料力等参数随意调整,易导致五金冲压件质量不稳定。需通过小批量试产确定最优工艺参数:如 1mm 厚冷轧钢五金冲压件,冲压压力设为 80-100kN、速度 150-200 次 / 分钟、压料力 20-30kN,形成标准化作业指导书(SOP),要求操作员严格执行,禁止擅自更改;关键工序加装参数监控装置,如压力传感器实时监测冲压压力,一旦超出范围立即停机预警,避免批量不良。某电子配件厂固化工艺参数后,五金冲压件批次间质量差异缩小至 ±0.02mm,稳定性大幅提升。
第四,完善检测流程,及时拦截五金冲压件不合格品。缺乏系统检测是质量问题反复出现的重要原因,需建立 “全检 + 抽检” 双重检测体系:生产中,每小时抽取 10 件五金冲压件,用二次元影像仪检测关键尺寸(如孔径、折弯角度),用表面粗糙度仪检查表面质量(Ra 需≤1.6μm);成品入库前,对五金冲压件进行 100% 外观全检,剔除毛边、凹陷、开裂等缺陷件;对高精度五金冲压件(如医疗、精密仪器用件),额外增加力学性能测试(如拉伸强度、弹性测试),确保使用性能达标。某精密五金厂通过全流程检测,五金冲压件出厂合格率稳定在 99.8% 以上。
五金冲压件质量不稳定的核心,在于生产环节缺乏标准化管控。只要围绕材料、模具、工艺、检测 4 个关键环节建立规范流程,就能有效减少质量波动。若企业缺乏实操经验,可与专业五金冲压厂家合作,借助其成熟的生产管控体系,让五金冲压件质量持续稳定,降低生产成本与交付风险。






