森美源
电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com2020-03-18 14:00:06 0
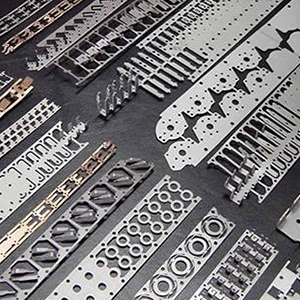
随着社会的发展冲压产品已经应用到各个领域,在五金冲压件加工中因制件的形状、尺寸和精度的不同,所采用的工序也不同,五金冲压的成形工序有很多步,那么五金冲压成形工序有几步?今天由森美精密厂家的工作人员简单讲解:
1、整形是利用既定的磨具形状对产品的外形进行二次修整。主要体现在压平面、弹脚等。针对部分材料存在弹性,无法保证一次成型品质时,采用的再次加工。
2、旋压是一种金属回转加工工艺。在加工过程中,坯料随旋压模主动旋转或旋压头绕坯料与旋压模主动旋转,旋压头相对芯模和坯料作进给运动,使坯料产生连续局部变形而获得所需空心回转体零件。
3、拉形是通过拉形模对板料施加拉力,使板料产生不均匀拉应力和拉伸应变,随之板料与拉形模贴合面逐渐扩展,直至与拉形模型面完全贴合。拉形的适用对象主要是制造材料具有一定塑性,表面积大,曲度变化缓和而光滑,质量要求高(外形准确、光滑流线、质量稳定)的双曲度蒙皮。
4、拉深:拉深也称拉延或压延,是利用模具使冲裁后得到的平板坯料变成开口的空心零件的冲压加工方法。 用拉深工艺可以制成筒形、阶梯形、锥形、球形、盒形和其他不规则形状的薄壁零件。如果与其他冲压成形工艺配合,还可制造形状极为复杂的零件。在冲压生产中,拉深件的种类很多。
5、翻边是沿曲线或直线将薄板坯料边部或坯料上预制孔边部窄带区域的材料弯折成竖边的塑性加工方法。翻边主要用于零件的边部强化,去除切边以及在零件上制成与其他零件装配、连接的部位或具有复杂特异形状、合理空间的立体零件,同时提高零件的刚度。在大型钣金成形时,也可作为控制破裂或折皱的手段。






